創業以来
引き継がれる
伝統の技
CRAFTMANSHIP
酒造り工程
美味しい酒にはわけがあります。
暑寒別岳連峰を源とする清らかな水、吟味した良質の米と、伝統的な南部杜氏の技、蔵人たちの丹精こめた技量があってこそ、
今日の国稀の味が築かれているのです。ここでは国稀酒造の蔵の中、酒造りの工程をご紹介致します。
「酒造りへの思い」
私自身酒造りに携わる際に大事にしている言葉があります。それは『和醸良酒』という言葉です。
この言葉には良いお酒は酒に携わる人たちの和によって生まれる。良い酒は人と人との和(良好な関係)をつくる。という意味があります。
言葉で言うのは簡単ですが、実践する事は大変難しい課題です。「良いお酒」を造る一助となれるよう日々精進していきたいと思っています。

国稀酒造 杜氏紹介
昭和34年3月16日 岩手県遠野市生まれ。
都立高校を経て専門学校を卒業後防災関係の企業に勤務。
平成16年より茨城県・静岡県の酒蔵で蔵人として経験を積む。
平成25年より国稀酒造に勤務。現在に至る。
▼平成25年以降の主な受賞歴
- 平成25酒造年度
- 吟醸酒の部 優等酒
純米酒の部 優等酒 - 平成26酒造年度
- 純米吟醸酒の部 優等酒
- 平成27酒造年度
- 純米吟醸酒の部 優等酒
純米酒の部 優等酒 - 平成28酒造年度
- 吟醸酒の部 5位入賞
純米吟醸酒の部 優等酒 - 平成29酒造年度
- 吟醸酒の部 優等酒
- 平成30酒造年度
- 吟醸酒の部 優等酒
純米酒の部 優等酒 - 令和1酒造年度
- 吟醸酒の部 優等酒
- ○全国新酒鑑評会
- 平成25酒造年度
- 金賞
- 平成28酒造年度
- 金賞
- 平成29酒造年度
- 金賞
- 令和1酒造年度
- 入賞(コロナウィルスの影響で金賞選定なし)
精米(せいまい)
酒造りは酒造好適米を精米するところから始まります。お米の表層部とその付近にある脂肪、タンパク質、無機質などは、微生物の栄養となり、
そのことで増殖した微生物が酒の味に悪い影響を与える為、精米機で時間をかけてじっくりと表面を削っていきます。
国稀酒造では普通酒で65%前後、純米酒は55%、吟醸酒で50%、大吟醸ともなれば38%まで磨きあげます。
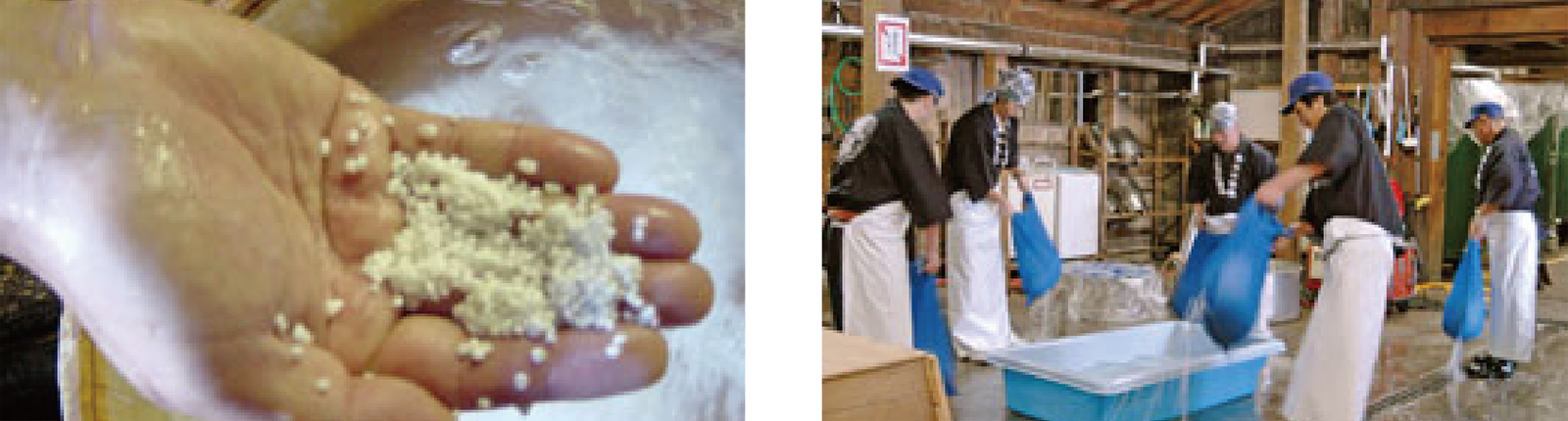
洗米・浸漬(せんまい・しんせき)
白米表層に残留している糠分を取り除く為に、白米を水洗いします。次にお米を水に浸します。
「浸漬」は米粒中心まで水を十分に吸収させることによって、蒸した時に完全な蒸米にするための作業です。
浸漬時間は米粒の組成によって違い、普通酒は1~2時間くらい、吟醸酒は粒が小さく吸水が早い為、数分間で終了させます。
蒸し(むし)
程よく水分を含んだお米は、一晩おいて表面の水分を無くしてから、甑(こしき)と呼ばれる大釜で蒸し上げます。
造りの時期になると蔵では早朝から甑に火が入れられ、もうもうと立ち上がる蒸気は酒蔵の風物詩です。
40分~60分蒸した米は、適度の硬さと弾力のある手触りで、手で引き伸ばすと餅状になります。
蒸すことによって白米の澱粉をα(アルファ)化し、麹菌の繁殖を容易にします。
蒸しあがったお米は、麹菌が一番増殖しやすい温度になるまで、手でほぐしながら、広げて冷まします。

麹づくり(こうじづくり)
うまい酒造りの鍵を握っているのが麹で、その出来映え次第で酒の質が左右されると言われています。
麹室の温度は30度前後。湿度は高めに調整されています。これは、麹カビが生育しやすい環境を作るためです。
蒸し米を台の上に広げ、水分を蒸発させた後に、種麹の植え付けをします。
青みがかった緑の粉の種麹を、底が網状になった容器に入れ、蒸し米全体に振り掛かるように高くかかげて、麹菌の胞子を散らしていきます。
それが終わると蒸し米を山にして、布をかけ保温します。
約12時間後に切り返しという作業を行い、再び山にして6~8時間後、今度は麹蓋という木の箱に移し、麹室に積み上げます。
その後温度や湿度を調節する為に、たびたび麹蓋を入れ換えたり、麹カビの成長によって発生する炭酸ガスを除くために、
米を手でもむようにしてほぐしたりする手入れを行います。
昔から「杜氏は麹と寝る」と言われるように、この間約2日間、蔵人たちは24時間態勢で、真夜中でも2~3時間ごとに温度に注意して、
赤子を育てるように大事に大事に育てます。この時が酒造りの工程で一番大変な作業です。
やがて米つぶ一粒一粒が、麹カビの生育によって白っぽくなってきます。

酒母(しゅぼ)
「蒸し米」と「麹」ができて、いよいよタンクでの仕込み作業になりますが、まずは小さいタンクでお酒の元を造ってから、
だんだんとその量を増やしていき、大きなタンクでの仕込みへと進んでいきます。このお酒の元を酒母と言います。
酒母の目的はアルコール発酵に必要な酵母(微生物)を多量の乳酸によって回りの雑菌から守りながら、酵母自体の数を増やしていく事です。
この数が多く、しかも体力のある酵母はこれから行く大きいタンクでの仕込みでも元気に働くことができるわけです。
「酒のもと」である酒母用麹の原料米は、あとの酒質を決定する重要な役目を果たすので、
もっとも良質とする原料米を使用することが良いとされています。

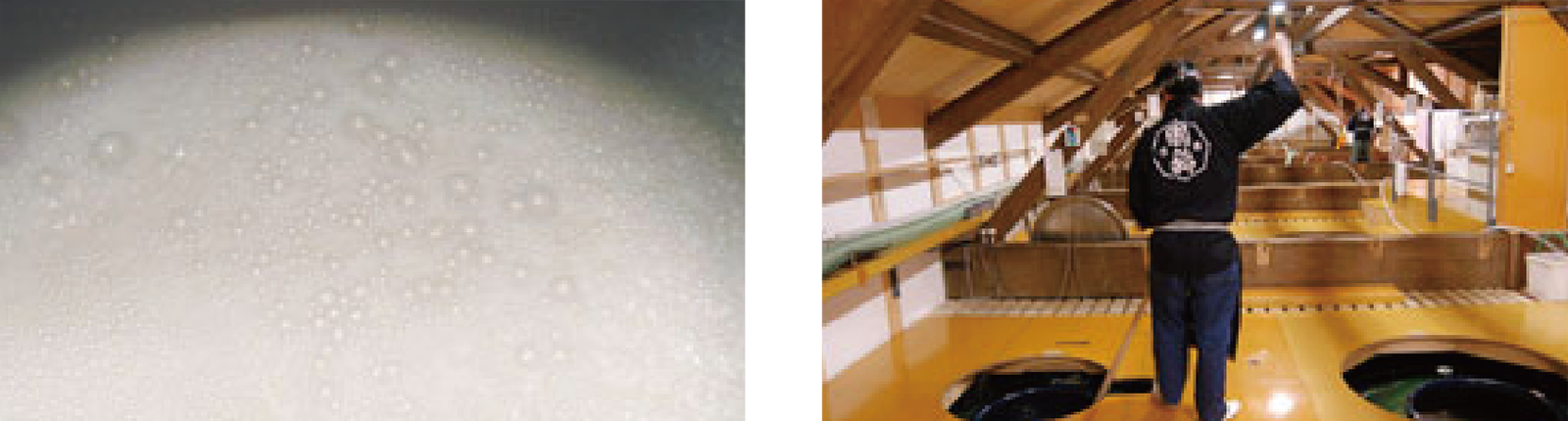
醪(もろみ)
仕込みタンクに酒母、麹、蒸し米、水を加えて醪を仕込みます。麹や蒸し米は一度に加えず、「初添え」・「中添え」・「留添え」と、
日を追って三回に分けて加え、これを「三段仕込み」いい、雑菌の汚染を防ぎ発酵をスムーズに行わせる、日本酒独特の技法です。
また初添えの翌日は「踊り」といい、酵母の増殖を促進させるために、仕込みを一日休みます。
タンクの中で醪が発酵している状態を「並(平)行複発酵」といい、蒸し米の澱粉が麹の力で糖化され、
糖化された成分は今度はアルコールに変わって行きます。
定期的に木のかくはん棒(櫂かい)で混ぜ、醗酵を助けます。
もろみの醗酵が進むと、プツリプツリと小さい泡が立ち、発酵の後半にはフルーツのような、爽やかなやさしい香りが広がります。
18度~15度前後に保たれた醪は、表面の泡の状態を様々に変化させながら、
20~30日間で熟成醪となり醸造されます。大吟醸は40~50日以上醸造されます。
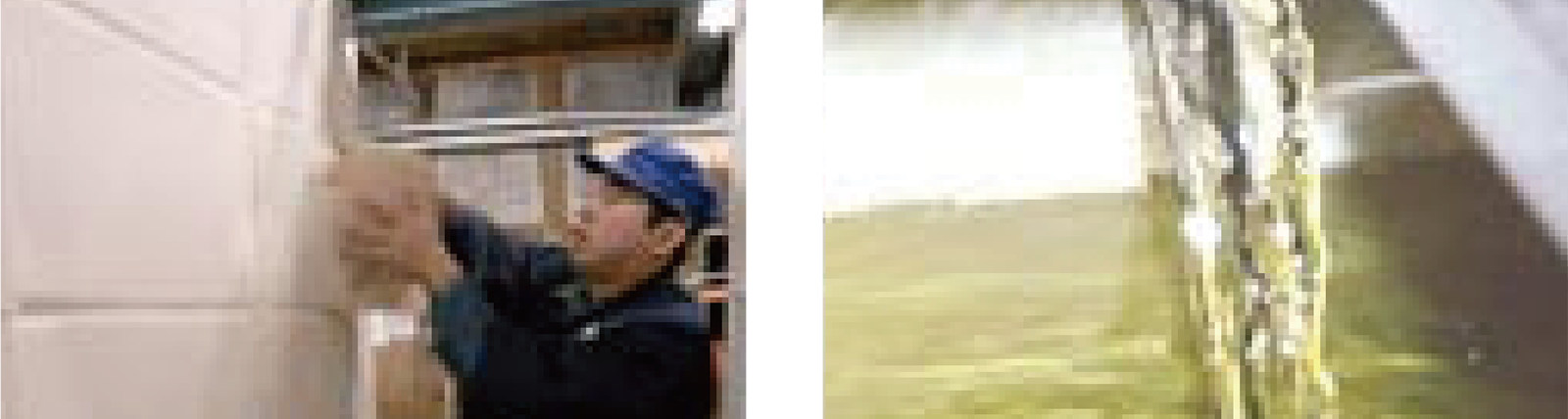
上槽(じょうそう)
上槽とはしぼりのことを言い、熟成した醪を圧搾して、酒と酒粕とに分けていきます。
昔は醪を布袋に入れ「槽(ふね)」と呼ばれる箱型の容器に積み上げ、
上から圧力を加えると槽の底の穴から酒が滴り落ちるという方法で搾っていましたが、
現在では、圧搾機を使用しています。香り豊かな黄金色に輝くしぼりたての原酒を飲んだら、もうこたえられません!!
この工程で始めて清酒が誕生します。
滓引き(おりびき)
しぼったばかりの酒は、米粒の破片や酵母が混じっているので、
濁りを取るために涼しい場所に置いて滓を沈殿させ、濾過して取り除きます。
火入れ・貯蔵(ひいれ・ちょぞう)
しぼって二ヶ月くらい熟成させたお酒は、65度前後に加熱して殺菌し、貯蔵タンクに移して半年~一年程熟成させます。

瓶詰め(びんづめ)
衛生面に細心の注意をし、いよいよ瓶に詰められて店頭に並びます。異物など混じってないか、厳しくチェックしています。
瓶の色が茶色や緑色をしているのは日光からの紫外線を防ぐためです。
通常、日本酒の賞味期限は約一年ですが、清酒は生き物です。お早めにお飲みいただいた方がより美味しいですよ。
新酒の味、地域限定の味など、四季折々の国稀酒造自慢の味をそのままにご堪能頂ければ幸いです。

